
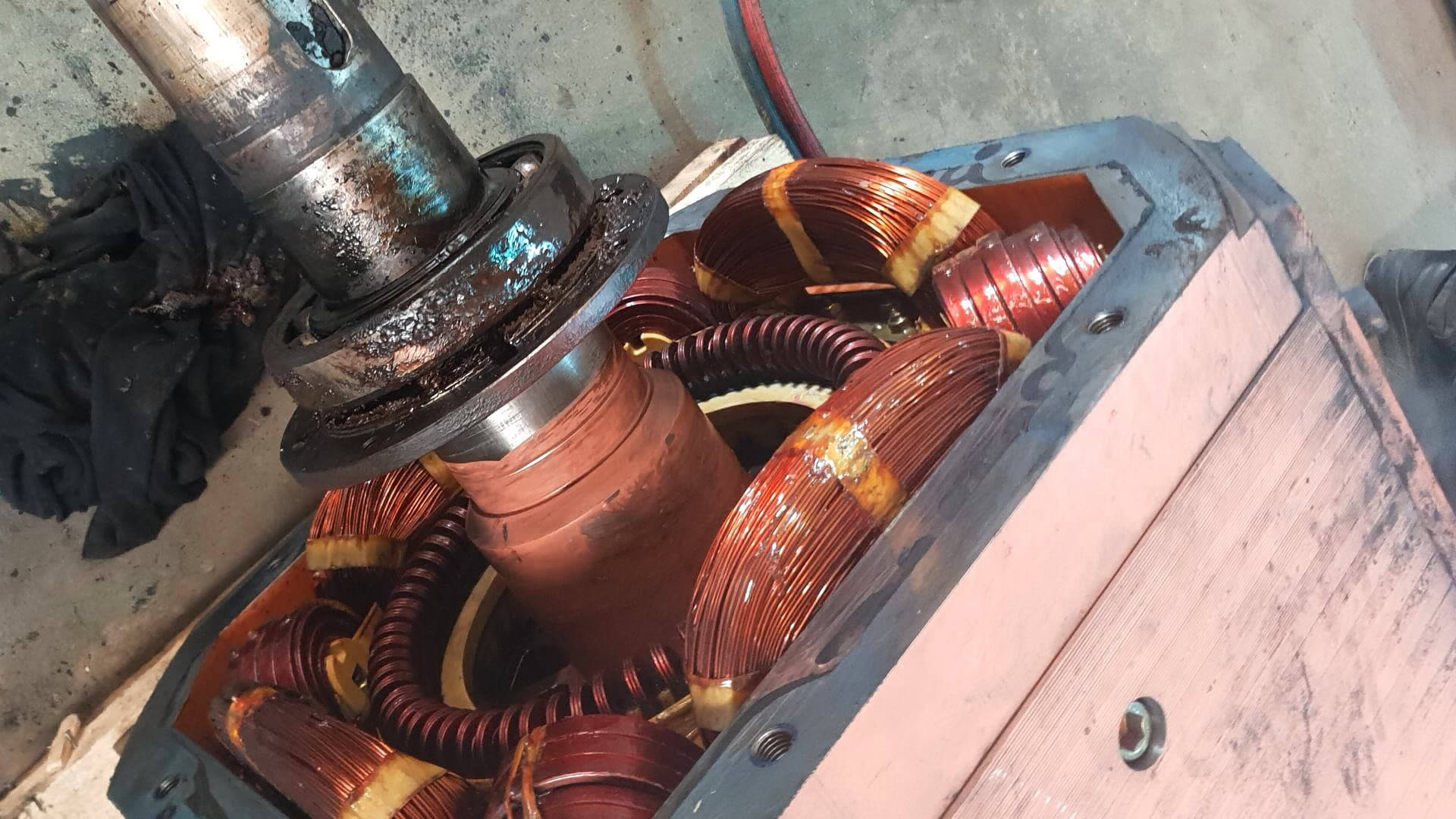
Orta Gerilim Motor Sarımı
Orta Gerilim Motor Sarımı ve Onarım hizmeti vermekteyiz.
Ayrıca Orta Gerilim Motorlarınızın Bakımı yapmaktayız.
Servis için bizi arayınız.

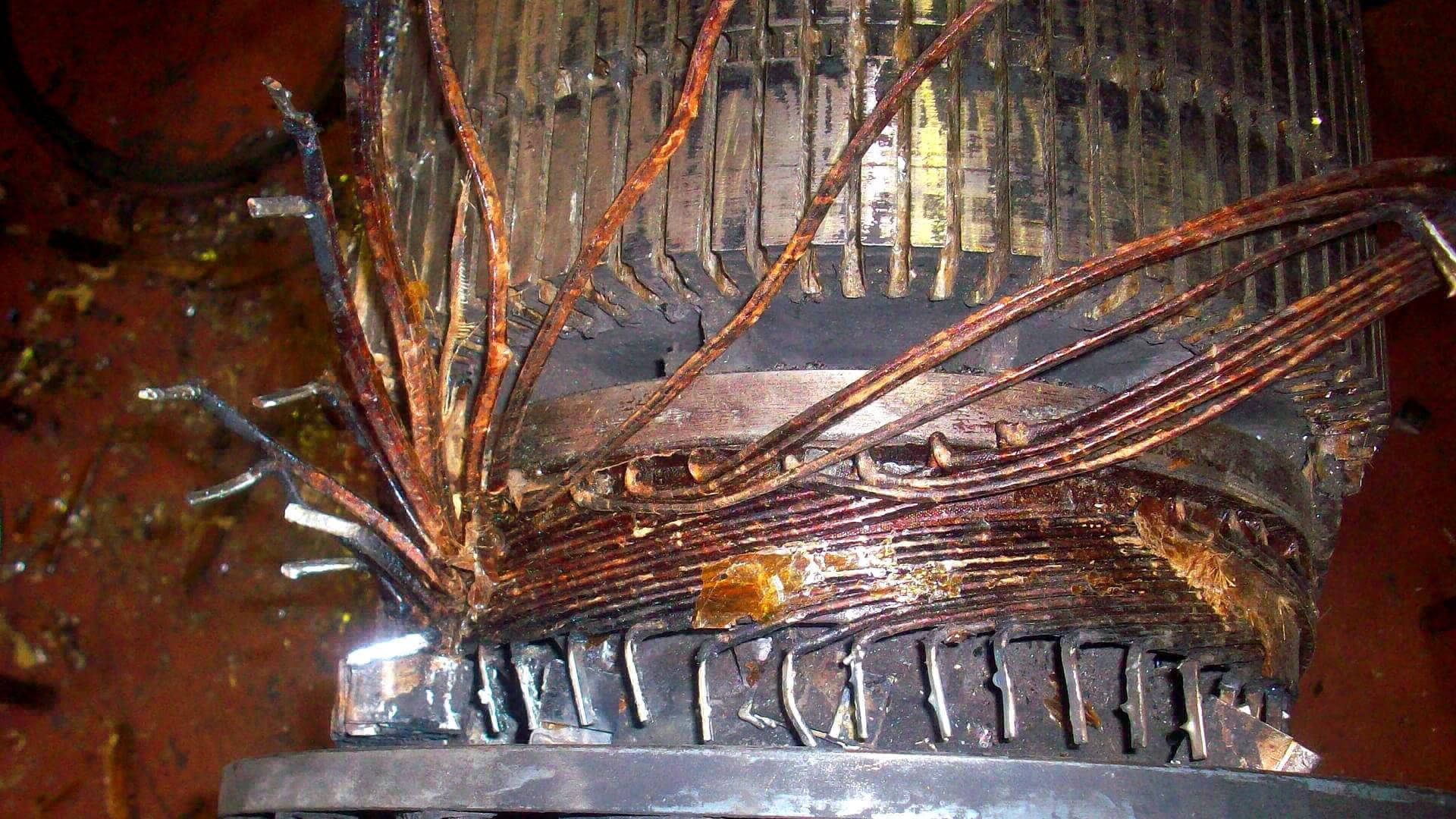
AC Motor
Sarımı
AC Motor Sarımı ve Onarım hizmeti vermekteyiz.
Ayrıca AC Motorlarınızın Bakımı yapmaktayız.
Servis için bizi arayınız.
DC Motor
Sarımı
DC Motor Sarımı ve Onarım hizmeti vermekteyiz.
Ayrıca DC Motorlarınızın Bakımı yapmaktayız.
Servis için bizi arayınız.
Forklift Motoru Sarımı
Forlift Motor Sarımı ve Onarım hizmeti vermekteyiz.
Ayrıca Forklift Motoru Bakımı yapmaktayız.
Servis için bizi arayınız.

Alternatör Sarımı
Alternatör Sarımı ve Onarım hizmeti vermekteyiz.
Ayrıca Alternatör Bakımı yapmaktayız.
Servis için bizi arayınız.
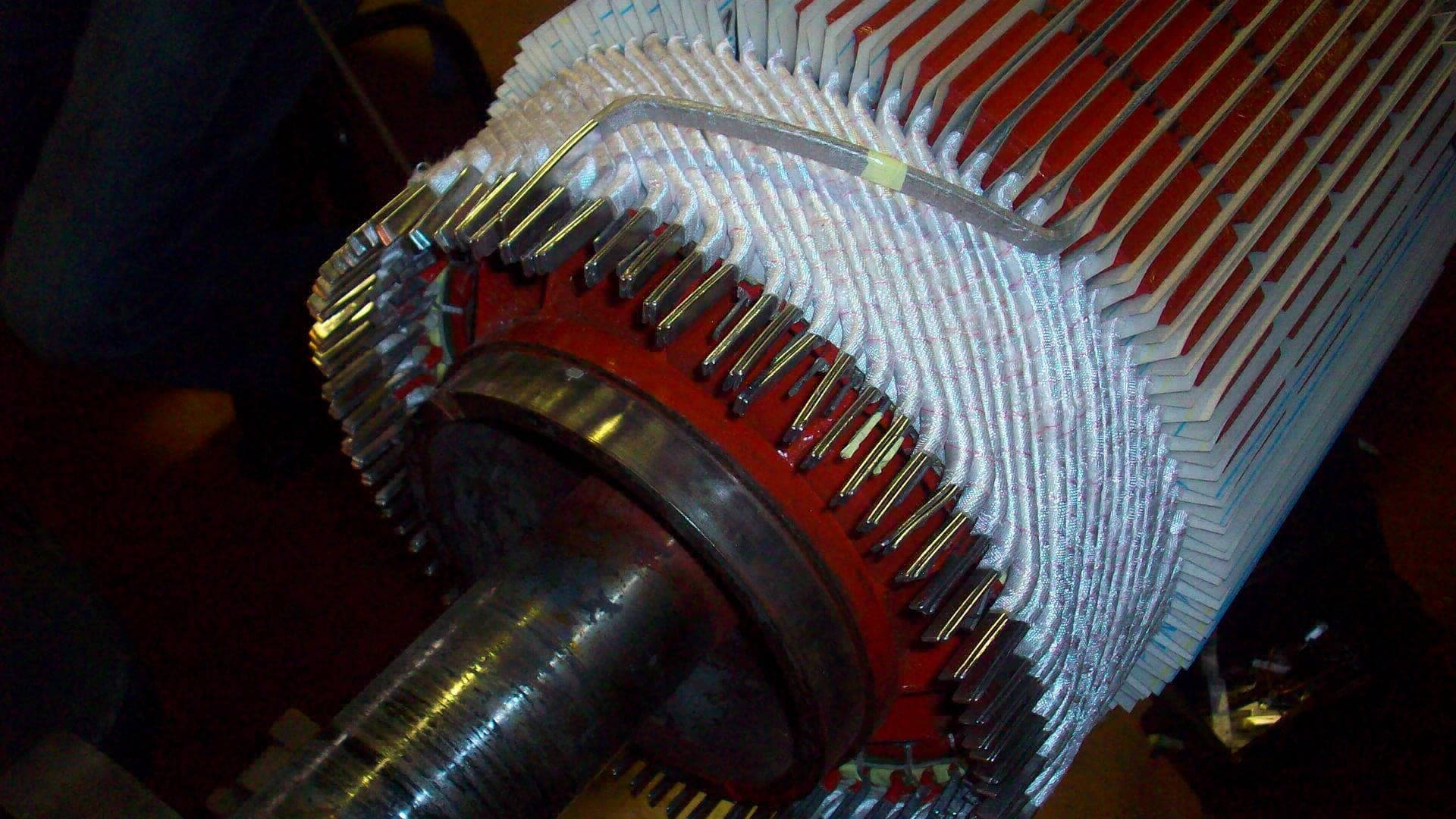
Rotor Sarımı
Rotor Sarımı ve Onarım hizmeti vermekteyiz.
Ayrıca Rotor Bakımı yapmaktayız.
Servis için bizi arayınız.
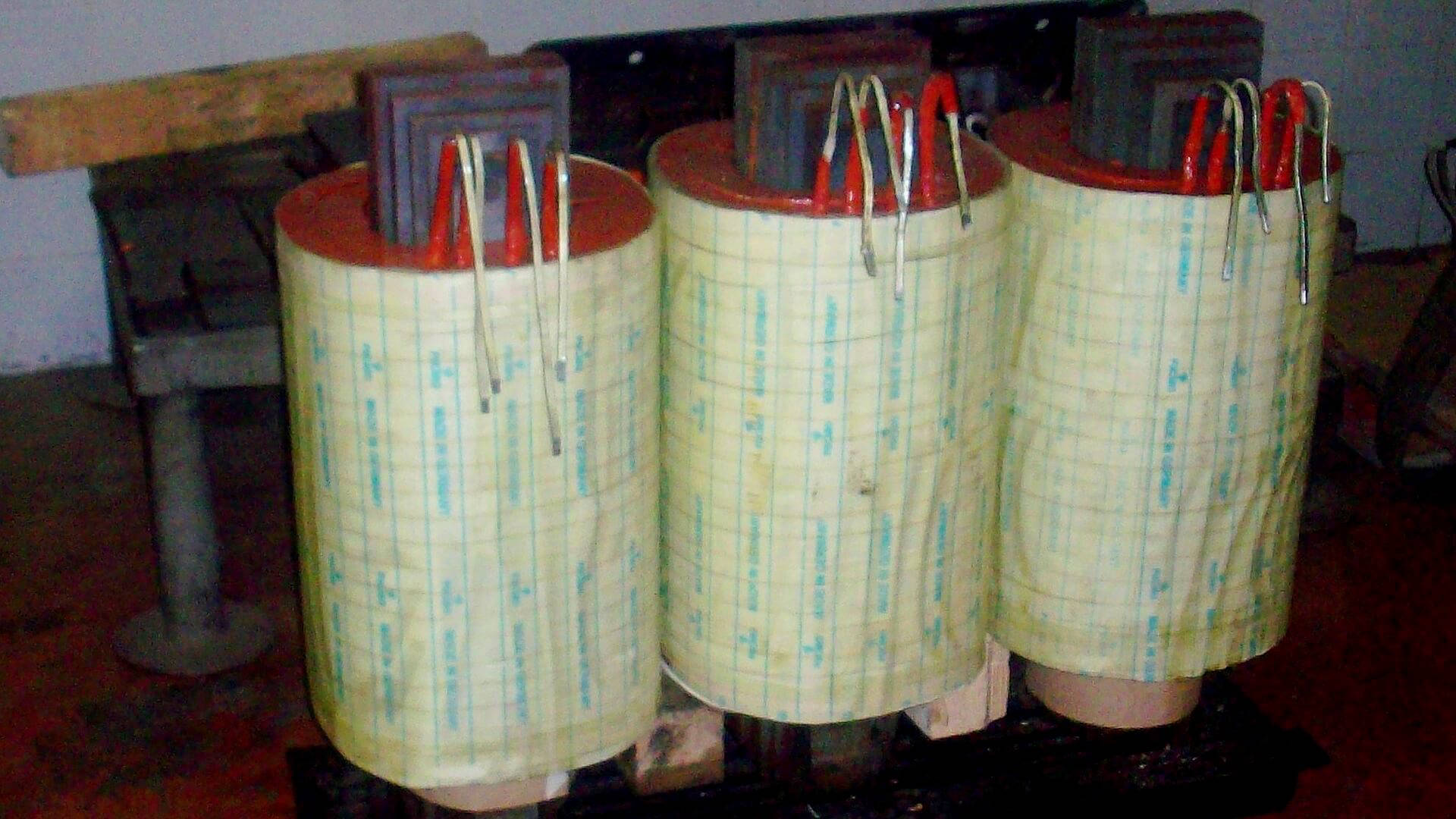
Kuru Tip Trafo Sarımı
Kuru Tip Trafo Sarımı ve Onarım hizmeti vermekteyiz.
Ayrıca Kuru Tip Trafo Bakımı yapmaktayız.
Servis için bizi arayınız.

Cer Motoru Sarımı
Cer Motoru Sarımı ve Onarım hizmeti vermekteyiz.
Ayrıca Cer Motoru Bakımı yapmaktayız.
Servis için bizi arayınız.
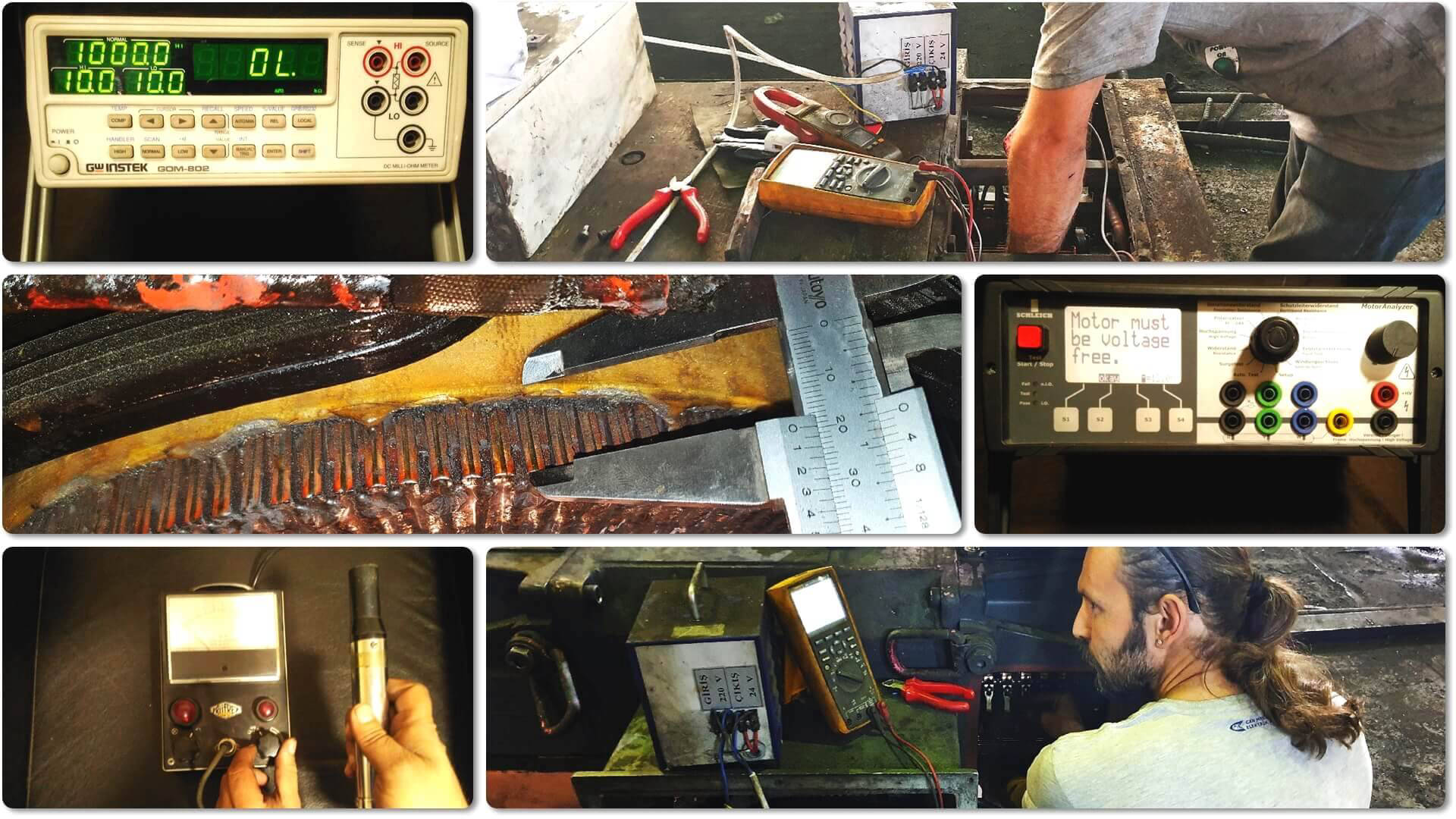
Motor Bobinaj Test & Muayene
Meger Testi, Mili Ohm Metre Testi, LCR Metre Testi,
Amper Muayenesi, Growler & Prufrex Testi, Surge Testi,
Nüve Kısadevre Testi,
Nötr Eksen Testi yapmaktayız




















